In the modern cement industry, raw material grinding is one of the most energy-intensive operations, accounting for approximately 20–25% of total electrical energy consumed in a cement plant. With rising energy costs and stricter environmental regulations, choosing the right grinding technology has never been more critical. Two dominant technologies compete for raw material grinding applications: the traditional Horizontal Raw Ball Mill and the more recent Vertical Roller Mill (VRM) . While ball mills have served the industry reliably for over a century, VRMs have gained significant ground since their introduction in the 1980s, offering compelling advantages in energy efficiency, drying capability, and space utilization.
This comprehensive guide compares horizontal raw mills and vertical roller mills across key performance parameters—working principle, energy consumption, drying capacity, wear and maintenance costs, product quality, footprint, and total cost of ownership. By the end, you will have a clear framework to determine which technology best suits your raw grinding application.
1. Quick Overview – Horizontal Raw Mill vs. Vertical Roller Mill
Before diving into detailed analysis, here is a high-level comparison of the two technologies:
| Parameter |
Horizontal Raw Ball Mill |
Vertical Roller Mill (VRM) |
| Grinding principle |
Impact + attrition |
Material bed compression |
| Specific energy consumption |
Higher |
30–50% lower than ball mill |
| Drying capacity |
Limited (requires external drying above 6–7% moisture) |
Excellent (can dry up to 20% moisture internally) |
| Product fineness control |
Broad particle size distribution |
Narrow, stable, adjustable via classifier speed |
| Footprint |
Large (requires long building) |
Compact (50–70% smaller) |
| Operating noise |
High (100+ dB) |
Lower (80–85 dB) |
| Wear metal consumption |
50–150 g/t |
5–15 g/t |
| Maintenance complexity |
Low (simple ball replenishment) |
Higher (hydraulic system, roller rebuilds) |
| Initial investment |
Lower (for small-medium capacities) |
Higher (20–25% more than ball mill system) |
Each technology has its strengths and limitations. The sections below examine these differences in detail.
2. Working Principles – How Each Mill Operates
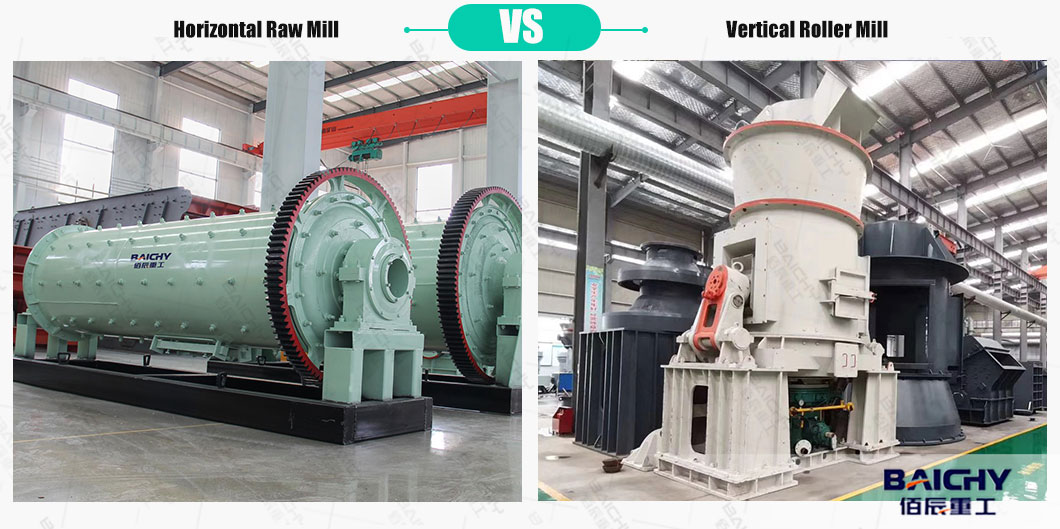
2.1 Horizontal Raw Ball Mill Working Principle
A horizontal raw ball mill consists of a rotating cylindrical shell partially filled with grinding media—typically steel balls of various sizes. As the shell rotates, the balls are lifted by internal liners to a certain height before cascading or cataracting down onto the material below. Size reduction occurs primarily through two mechanisms:
Impact – The falling balls strike material particles, fracturing them.
Attrition – Balls roll and slide against each other, abrading the material.
The mill usually contains two or three grinding compartments separated by diaphragm plates. The first compartment (largest balls) performs coarse breaking, while subsequent compartments (smaller balls) complete fine grinding. Ground material is discharged either peripherally or through an end discharge grate, with retention time controlling product fineness.
2.2 Vertical Roller Mill Working Principle
A vertical roller mill operates on the principle of material bed compression grinding. The main motor drives a rotating grinding table. Feed material is centrally introduced and spread evenly across the table by centrifugal force. Hydraulically loaded grinding rollers then apply substantial pressure (typically 40–60 MPa) onto the material bed, crushing and grinding particles through compression and shear forces.
Ground material is transported upward by a high-velocity air stream to an integrated dynamic classifier. Fine particles meeting the target size are carried to the collection system, while coarse particles are rejected and fall back onto the table for further grinding. This closed-circuit internal classification reduces over-grinding and improves energy utilization.
Key distinctions in working principles:
| Aspect |
Horizontal Ball Mill |
VRM |
| Force application |
Random (balls in free fall) |
Directed (hydraulic pressure on bed) |
| Energy utilization |
Significant losses from lifting balls |
High, minimal wasted motion |
| Internal classification |
External classifier required |
Integrated dynamic classifier |
| Material residence time |
Long (minutes) |
Short (seconds) |
3. Energy Consumption – The Most Significant Difference
The most widely cited advantage of VRM over horizontal ball mills is lower electrical energy consumption.
VRM energy consumption: The specific energy consumption of a vertical roller mill is typically 25–40% lower than that of a ball mill system. Under the same capacity and fineness requirements, a VRM typically uses 30–50% less power than a ball mill. This advantage stems from:
● Compression grinding (direct pressure application)
● Timely discharge of qualified product, which reduces repeated grinding
● Elimination of energy losses from lifting heavy balls and rotating a massive shell
Ball mill energy consumption: Ball mills consume significant energy to rotate the heavy shell and lift the grinding media, with much energy lost as heat and noise rather than actual size reduction.
● Real-world impact: For a plant producing 100,000 tons per year, a VRM can save up to 1.5 million kWh annually compared to a ball mill. At typical industrial electricity rates, this translates to substantial operating cost savings that can significantly shorten payback periods.
● Exergy analysis perspective: An independent energy and exergy analysis of an industrial-scale VRM demonstrated the first law efficiency of the VRM is 62.1%, and the second law efficiency is 34.6%. Compared to ball milling, the second law efficiency is 16.4% higher for VRM, indicating superior thermodynamic performance.
4. Drying Capability – VRM‘s Distinct Advantage
Raw materials used in cement production often contain significant moisture—limestone 2–6%, clay 10–20%, and additives can reach 15% or higher.
VRM drying capability: VRMs can introduce hot gases directly into the grinding chamber, enabling simultaneous grinding and drying. Hot air at up to 450°C can dry materials with up to 15–20% moisture content internally, eliminating the need for separate drying equipment. The mill’s high-volume airflow also efficiently removes water vapor.
Horizontal ball mill drying capability: Ball mills have limited drying capacity. For materials with moisture exceeding 6–7%, external pre-drying systems (rotary dryers or flash dryers) are typically required, adding equipment cost, complexity, and energy consumption.
For plants processing high-moisture raw materials, VRM‘s integrated drying capability represents a significant process simplification.
5. Footprint and Building Space – Compact vs. Sprawling
VRM footprint: The vertical roller mill integrates grinding, classification, drying, and conveying into a single unit. Its footprint is typically 50–70% smaller than a ball mill system, and building space requirements are reduced by 50–60%. This compact design often allows outdoor installation, further reducing civil construction costs.
Horizontal ball mill footprint: Ball mill systems require separate equipment for classification (external separator), material conveying (bucket elevators, air slides), and dust collection. The long cylindrical shape requires a spacious building, and foundations must be heavier to accommodate dynamic loads.
The space advantage of VRMs is particularly valuable in plant expansions or sites with limited real estate. Some cement plants have saved millions in civil works by choosing VRMs over ball mill systems.
6. Product Quality and Particle Size Distribution
Product quality requirements for raw meal are specific: typical fineness targets are 10–15% residue on 90 µm sieve (or 12–15% on 80 µm sieve), and consistent chemical homogeneity is essential for stable kiln operation.
VRM product characteristics:
● Narrow particle size distribution (steeper curve) achieved through integrated dynamic classifiers
● Product fineness easily adjustable by changing classifier rotor speed. When rotor speed increases from 53 to 65 rpm, particle size decreases from P90µm = 18.2% to P90µm = 10.8%
● Stable composition, with easier calcination in the kiln
Ball mill product characteristics:
● Broader particle size distribution
● High versatility for different fineness requirements, from coarse to ultra-fine
● Approximately spherical particle shape, which some argue aids calcination and cement hydration
Most raw meal applications benefit from VRM’s consistent, adjustable fineness. For cement grinding, however, some plants still prefer ball mills for their spherical particle shape and proven performance.
7. Wear and Metal Consumption
Wear costs directly impact operating expenses and mill availability.
VRM wear performance: Vertical roller mills experience low metal wear because there is no direct metal-to-metal contact between grinding components—material forms a protective bed between rollers and table. Typical wear rates are:
● Unit metal wear: 5–15 g/t, and for some applications even only 3–5 g/t.
● Roller tire life: 4,000 to 8,000 operating hours depending on raw material abrasivity.
● Wear parts can be rebuilt: Rebuilding worn roller parts costs 30–60% less than buying new ones, with turnaround times as low as 2–3 weeks compared to 12+ weeks for new parts.
Ball mill wear performance: Ball mills experience significantly higher wear:
● Grinding media consumption: 50–150 g/t, substantially higher than VRM.
● Media replenishment required continuously to maintain performance.
● Liner replacement is a major, time-consuming shutdown event.
For plants processing abrasive raw materials (e.g., high-quartz limestones), VRM‘s lower wear rate provides a compelling operational advantage. The metal powder generated from wear is also much smaller, enabling VRMs to grind white cement raw materials without discoloration.
8. Maintenance Requirements and Costs
Maintenance philosophy differs significantly between the two technologies.
Ball mill maintenance:
● Simple operation – No moving mechanical parts inside the mill itself.
● Ball replenishment is straightforward and can be done while the mill is operating.
● Liner replacement requires mill shutdown but is well-understood and predictable.
● Tolerant to variations in feed quality and quantity.
● Maintenance costs are generally lower per event, but frequency of events is higher.
VRM maintenance:
● More complex system – Sophisticated hydraulics operate the rollers; changes in feed quality have greater influence on grinding process.
● Preventive maintenance essential – Hydraulic accumulator pressure decays 8–15% per year under normal conditions. Without proper tracking, this goes undetected until it triggers mill vibration or complete failure.
● Roller wear tracking should be based on cumulative tonnes processed, not calendar time. Emergency roller tyre changes on a 300-tph VRM cost $95,000–$260,000 in downtime and expedited logistics—4.2x more than a planned replacement.
● Higher skill requirements – Operations and maintenance personnel require specialized training.
● Hydraulic system – This is VRM‘s most critical subsystem. Hydraulic circuit failures account for 27% of unplanned VRM stoppages. A VRM that trips on hydraulic pressure loss during peak production costs a cement plant between $18,000 and $32,000 per hour in lost grinding capacity.
While VRM maintenance costs are generally higher and require more sophisticated monitoring, modern maintenance management systems can reduce unplanned stoppages significantly—some plants have achieved up to 75% reduction in unplanned VRM stoppages with condition-based maintenance programs.
9. Environmental and Operational Benefits
Beyond core performance metrics, several secondary factors influence technology selection.
Noise levels:
VRM: 80–85 dB (A), approximately 20–25 dB lower than ball mills.
Ball mill: Often exceeds 100 dB, requiring sound insulation and potential hearing protection.
Dust emissions:
VRM: Operates under negative pressure with an integrated sealed system. Dust concentrations are low and meet national environmental standards.
Ball mill: Requires external dust collection systems; potential for more fugitive emissions.
Process control:
Ball mill: Operation-friendly and simple in operation, with less sophisticated control requirements.
VRM: Requires PID control or more advanced control technology to maintain stability. However, modern VRMs are increasingly automated and integrate well with plant-wide control systems.
10. Cost Analysis – Investment, Operating, and Payback
Technology selection ultimately depends on financial analysis.
Capital investment (CAPEX):
● Ball mill system: Lower initial investment for the mill equipment itself.
● VRM system: Higher equipment costs due to greater complexity (rollers, table, hydraulic system, high-precision components). When equipment, erection, and civil costs are combined, the cost of a VRM project is approximately 20–25% greater than a ball mill system of the same capacity.
However, VRM’s CAPEX premium must be weighed against civil savings from smaller footprint and foundation requirements.
Operating costs (OPEX):
● Energy savings are VRM’s largest OPEX advantage—25–40% lower specific energy consumption translates directly to lower electricity bills.
● Wear consumption is 5–15 g/t for VRM vs. 50–150 g/t for ball mill, reducing spare parts spending.
● Maintenance costs are higher for VRM but less frequent; overall, total annual maintenance spending is not dramatically different—well-operated systems of both types can achieve comparable total costs.
Payback period:
● According to industry sources, the average payback period for investing in new VRM production equipment is approximately three years, assuming electricity prices of $0.08–0.12/kWh.
● Plants in locations with lower power costs experience longer payback periods, while those in high-cost energy markets see faster returns.
● Recent U.S. installations of cement VRMs have demonstrated that, despite higher initial costs, the energy savings and reduced wear justify the investment over the equipment’s service life
Both horizontal raw ball mills and vertical roller mills are capable technologies for raw material grinding in cement plants. The choice is not about which is “better” in absolute terms—it is about which better fits your specific application.




 2026-07-17
2026-07-17













 86-15093113821
86-15093113821
 86-15093113821
86-15093113821
